本公司在以設(shè)計(jì)院為主的合作中��,針對(duì)新國(guó)標(biāo)GB1499.2共同開(kāi)發(fā)出了成套的控軋控冷設(shè)備,在保證產(chǎn)品質(zhì)量的前提下實(shí)現(xiàn)了鋼筋的低成本生產(chǎn)工藝��,實(shí)現(xiàn)了產(chǎn)品高質(zhì)量和低成本的結(jié)合�。控軋控冷成套設(shè)備由冷卻器�����、緩冷管�、緩冷槽、自動(dòng)化系統(tǒng)��、臺(tái)車等共同組成�;本公司的產(chǎn)品有以下技術(shù)優(yōu)勢(shì):
(1)新產(chǎn)線水冷設(shè)備的布局設(shè)計(jì)上結(jié)合了鋼筋低成本生產(chǎn)工藝和產(chǎn)品質(zhì)量要求;
(2)水冷裝備的設(shè)計(jì)考慮已頒布的新國(guó)標(biāo)GB1499.2對(duì)金相組織的要求�����,開(kāi)發(fā)設(shè)計(jì)“有限控軋+軋后多級(jí)控冷”的低成本工藝生產(chǎn)模式����,實(shí)現(xiàn)對(duì)抗震鋼筋表面冷卻低點(diǎn)溫度精準(zhǔn)控制,從而降低邊部貝氏體和馬氏體相變起始點(diǎn)�,細(xì)化控制抗震鋼筋心部鐵素體晶粒尺寸至7-9um,控制表面不產(chǎn)生馬氏體����,肋部組織為晶粒尺寸5-6um的針狀鐵素體和片層間距約0.1um屈氏體�,實(shí)現(xiàn)產(chǎn)品高質(zhì)量和低成本匹配�����;
(3)設(shè)計(jì)組合式單向氣截水冷器環(huán)形反噴壓縮空氣和垂直壓縮空氣截水�,防止水冷器出口帶水;對(duì)進(jìn)水腔采用負(fù)壓設(shè)計(jì)并增設(shè)補(bǔ)水器�����,防止水冷器入口返水����,降低鋼筋頭尾性能差����;
(4)通過(guò)Fluent、Deform等有限元軟件仿真設(shè)計(jì)冷卻器內(nèi)部入射角����、出射角、環(huán)縫角���、環(huán)縫距離�、喉口直徑、單截湍流管長(zhǎng)度等�,從而獲得高效換熱能力、低運(yùn)行阻力��,提升冷卻均勻性�,避免鋼筋波浪彎(尤其小規(guī)格);
(5)通過(guò)制定合適的控軋控冷工藝參數(shù)�,協(xié)調(diào)調(diào)控位錯(cuò)強(qiáng)化、細(xì)晶強(qiáng)化和相變強(qiáng)化機(jī)制��,提升強(qiáng)屈比��,提高抗震指標(biāo)合格率���;
(6)多線切分時(shí)兩邊線溫度低于中線溫度��,通過(guò)多線切分水冷單獨(dú)差異化控制��,保證多線切分水冷均勻性��,縮小多線的力學(xué)性能差����。

 控軋控冷成套設(shè)備
控軋控冷成套設(shè)備 控軋控冷成套設(shè)備
控軋控冷成套設(shè)備 控軋控冷成套設(shè)備
控軋控冷成套設(shè)備 控軋控冷成套設(shè)備
控軋控冷成套設(shè)備 控軋控冷成套設(shè)備
控軋控冷成套設(shè)備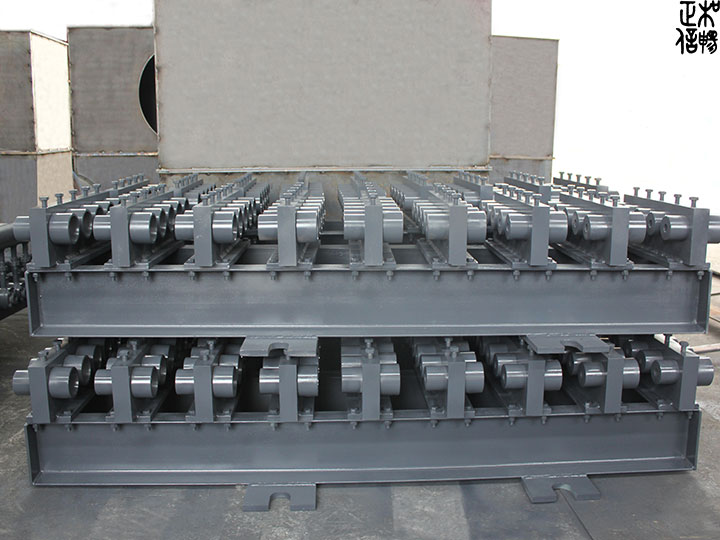 控軋控冷成套設(shè)備
控軋控冷成套設(shè)備 控軋控冷成套設(shè)備
控軋控冷成套設(shè)備 控軋控冷成套設(shè)備
控軋控冷成套設(shè)備 控軋控冷成套設(shè)備
控軋控冷成套設(shè)備

 聯(lián)系人:惠總 13861712810
聯(lián)系人:惠總 13861712810 郵 箱:heid@163.com
郵 箱:heid@163.com 網(wǎng) 址:yn37w.cn
網(wǎng) 址:yn37w.cn 地 址:無(wú)錫市經(jīng)開(kāi)區(qū)華莊街道
地 址:無(wú)錫市經(jīng)開(kāi)區(qū)華莊街道